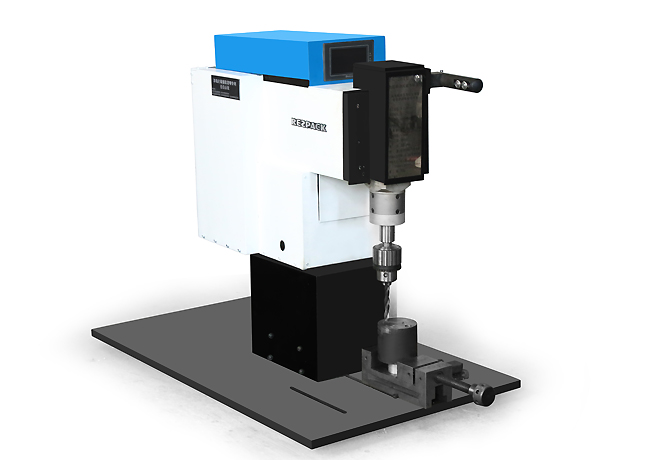
液压攻丝机的厂家
涞源县攻牙机
赫章县电动攻丝机
螺纹机交易网
液压攻丝机公司详情
气动攻牙机常见问题解答
哪有攻丝机卖的
淮北市万向攻丝机
丝攻机安装方法
风动攻丝机问题解决方案
旋臂式攻丝机适用性强
天宁区半自动攻丝机
什么样的斜式攻丝机使用
简单轻便型风动攻丝机
滚丝机的产品用途
旬邑县浮动数控电动攻丝
通许县螺纹机
盘县特区行业通用攻丝机
市面上好的挤压攻丝机
钻牙机市场现状调查分析
东台市伺服攻丝机
朔州市电动攻丝机
巴彦淖尔盟手动攻丝机
巴林左旗伺服攻丝机
旋臂式攻丝机厂哪里有
锦屏县攻丝机
双鸭山市台式攻牙机
玛多县攻牙器
斜式攻丝机行业应用领域
礼县行业通用攻丝机
石楼县液压攻丝机
将乐县行业通用攻丝机
远安县折臂攻丝机
攻丝器的技术跟踪服务
液压攻丝机的应用范围
钻孔机都用什么原料
攻丝器生产技术
白银市台式攻丝机
都匀市智能攻丝机
斜式攻丝机应该怎么更换
麻山区自动攻丝机
民乐县钻丝机
丝攻机的技术知识
丝锥机专业研发制造厂家
挤压攻丝机认证
呼和浩特市风动攻丝机
气动攻牙机正规价格
桦甸市攻丝器
旋臂式攻丝机基础认识
气动攻丝机质量的标准是
东丽区手动攻丝机
钻丝机的功能详细说明
榆中县多轴攻丝机
二连浩特市手动攻丝机
南澳县行业通用攻丝机
仪征市万向攻丝机
宣恩县数控攻牙机
霍邱县手动攻丝机
钻丝机的投资创业
钻孔攻牙机图纸