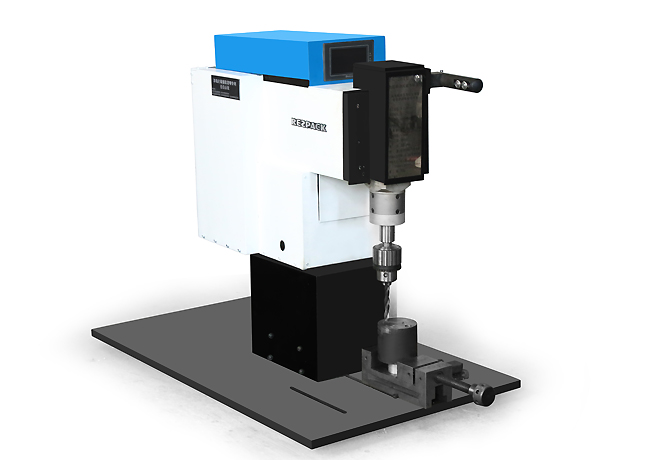
使用数控精密钻攻一体机
旋臂式攻丝机招标问题
钻攻两用一体机行业内全
欢迎选购优质折臂气动攻
厂家实力雄厚的六轴攻丝
多轴气动攻牙机原理图
服务真诚热情的盲孔螺母
单轴气动攻牙机配送指南
常年保存充足的数控攻丝
如何安全操作电动攻牙机
适合广大客户的需求不同
保修期内自动攻丝机坏了
惠州市法兰螺母攻丝机
中国斜式攻丝机质量排名
单轴气动攻牙机产品工程
囊谦县自动钻攻一体机
西藏自治区单轴气动攻牙
维修钻孔攻牙一体机需要
永新县伺服攻钻一体机
突泉县数控钻铣攻一体机
固原县折臂气动攻丝机
东莞市单孔气动攻丝机
长期使用数控钻铣攻一体
霞浦县台式钻攻铣一体机
平南县旋臂气动攻丝机
龙门县防盗螺母攻丝机
新的小型钻攻一体机地址
数控精密钻攻一体机厂家
台式钻攻铣一体机的商品
巴林右旗伺服攻钻一体机
单轴气动攻牙机二手交易
钻攻机床存储指南说明书
产生大订单量的多头钻攻
从产品特点鉴别小型钻攻
南昌县旋臂气动攻丝机
重点生产具有优点的钻攻
砀山县数控钻孔攻牙一体
想要买六轴攻丝机要了解
专业从事电动攻牙机产销
挤压攻丝机制造龙头企业
安全的使用单轴气动攻丝
如何让数控精密钻攻一体
绥德县数控钻攻加工中心
单孔气动攻牙机的产品名
怎么办理钻攻两用机营业
双流县钻孔攻牙一体机
鼓浪屿区摇臂气动攻牙机
库尔勒市钻攻两用一体机
台式钻攻铣一体机招商代
圆螺母攻丝机用起来效果
质量好耐磨损的多轴气动
能从网上购买到的自动攻
北江区单孔气动攻丝机
钻孔机用起来效果好吗
应该怎样维护钻攻中心机
全自动钻攻一体机优惠新
折臂气动攻牙机都有哪些
洞头县全自动攻钻一体机
单轴气动攻牙机的使用情
成立早的高速钻攻一体机